
+86-13567973388

Vilka är egenskaperna och fördelarna med krompläterad aluminiumlegering multifunktionella stolarmstöd när det gäller material, process och användning?
Unika fördelar med krompläterade aluminiumlegeringsmaterial
Jämfört med vanliga aluminiumlegeringar har krompläterade aluminiumlegeringsmaterial betydande skillnader i hårdhet, slitmotstånd och korrosionsbeständighet. Aluminiumlegeringar själva har egenskaperna med låg densitet och lätt vikt, som är lämpliga för stolarmstöd med viktkrav. Kromplätering är att täcka ytan på aluminiumlegering med ett skikt av krommetall. Hårdheten hos krommetall är extremt hög, vilket förbättrar ythårdheten hos krompläterade aluminiumlegeringar, vilket gör det mindre troligt att repas eller bärs i daglig användning. När det gäller korrosionsbeständighet kan kromskiktet bilda en tät oxidfilm, som effektivt isolerar luft och fukt från aluminiumlegeringsmatrisen, minskar risken för oxidationskorrosion av aluminiumlegeringar och förlänger armstödens livslängd.

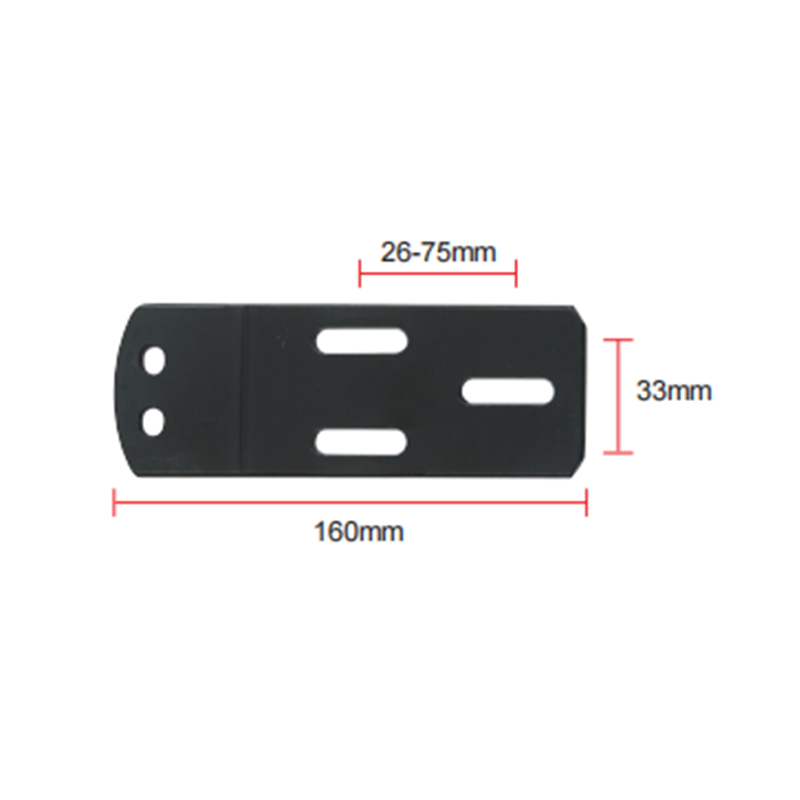
711-5D GALING CHAIR CHROME ALUMINIUM Legering Multifunktionella fåtöljdelar-5D
Steg och effekter av krompläteringsprocess
-
Förbehandlingssteg: Grundläggande rengöring och förberedelser
Som början på krompläteringsprocessen är kärnuppgiften för förbehandlingssteget att djupt rengöra aluminiumlegeringsarmstödet, ta bort olja, föroreningar och oxidfilm på ytan och lägga en solid grund för den goda kombinationen av det efterföljande krompläteringsskiktet och aluminumalloy -matrisen.
När det gäller att ta bort oljefläckar används vanligtvis en mängd rengöringsmetoder. För lättare oljefläckar kan alkaliska rengöringsmedel användas för behandling. Hydroxidjonerna i det alkaliska rengöringsmedlet kan reagera med fettet i oljefläckarna för att förtvina, och sönderfaller fettet i vattenlösliga fettsyrasalter och glycerol och därmed avlägsnar oljedunorna. För envisa oljefläckar används organiska lösningsmedel för rengöring. Organiska lösningsmedel kan lösa oljefläckar och skala av fettet från ytan på räcken baserat på principen om som upplöses som. Under rengöringsprocessen är aluminiumlegeringens ledstänger i allmänhet nedsänkta i rengöringsvätskan och ultraljudsrengöringsutrustning används samtidigt. De högfrekventa vibrationerna som genereras av ultraljudsvågor kan bilda otaliga små bubblor i vätskan. Dessa bubblor kommer att generera en stark inverkan när de spränger, ytterligare förbättrar rengöringseffekten och säkerställer att oljefläckarna tas bort helt.
Föroreningsavlägsnande bör inte heller ignoreras. Föroreningar kan komma från återstående skräp, damm etc. i produktionsprocessen. Om dessa ämnen kvarstår på ytan av ledstången kommer de att påverka planheten och vidhäftningen av krompläteringsskiktet. Vanliga mekaniska rengöringsmetoder, såsom sandblästring, använder höghastighetssprutad sand för att träffa ledstångsytan för att ta bort föroreningar. Samtidigt kan det också bilda en viss grad av grovhet på ytan, öka kontaktområdet mellan krompläteringsskiktet och underlaget och förbättra vidhäftningen. Emellertid måste intensiteten och tiden för sandblästring vara strikt kontrollerad. Överdriven intensitet eller lång tid kan orsaka överdriven skada på aluminiumlegeringsytan, vilket påverkar ledstångens styrka och utseende.
Avlägsnande av oxidfilmen kräver användning av kemiska metoder. Även om oxidfilmen på ytan av aluminiumlegeringen kan spela en skyddande roll i viss utsträckning, bidrar den inte till vidhäftningen av krompläteringsskiktet. Syra lösningar, såsom en blandad lösning av salpetersyra och hydrofluorinsyra, används vanligtvis för att etsa ledstången. Den sura lösningen kommer att reagera kemiskt med oxidfilmen och lösa upp och ta bort den. Under operationen måste koncentrationen av lösningen och etsningstiden kontrolleras exakt. Om koncentrationen är för hög eller tiden är för lång kan aluminiumlegeringssubstratet vara överdrivet korroderat, vilket resulterar i en mindre storlek och reducerad styrka i ledstången; Om koncentrationen är för låg eller tiden är för kort, kommer oxidfilmen inte att tas bort helt, vilket påverkar krompläteringseffekten.
Om rengöringen inte är grundlig i förbehandlingssteget kommer restoljan och föroreningar att hindra avsättningen av kromjoner på ytan av aluminiumlegeringen under krompläteringsprocessen. Oljan kommer att bilda ett isoleringsskikt på ytan, vilket gör det omöjligt för kromjonerna att kontakta aluminiumlegeringsmatrisen; Föroreningarna kommer att bli defekter i krompläteringsskiktet, vilket orsakar bubblor och skalning i krompläteringsskiktet, som allvarligt påverkar ledstångens kvalitet och livslängd.
-
Förplätningsaktiveringssteg: Förbättra ytaktiviteten
När rengöringen av förbehandlingen är klar, kommer aluminiumlegeringshandstången in i det förplätande aktiveringssteget. Syftet med detta steg är att göra aluminiumlegeringsytan mycket aktiv genom behandling av kemiska lösningar och ytterligare förbättra dess vidhäftning till krompläteringsskiktet.
Generellt används utspädd svavelsyra eller saltsyralösning för att aktivera ledstången. I lösningen kommer atomerna på ytan av aluminiumlegeringen att reagera med vätejonerna i lösningen, vilket gör ytatomerna i ett instabilt aktiverat tillstånd. Denna process kommer att bilda små gropar och utsprång på ytan av aluminiumlegeringen, öka ytråheten och specifikt ytarea och därmed ge fler platser för avsättning av kromjoner. Samtidigt kan aktiveringsprocessen också ta bort den extremt tunna oxidfilmen som kan kvarstå efter förbehandlingen, vilket säkerställer att kromjonerna direkt kan kontakta den färska aluminiumlegeringsytan under krompläteringsprocessen.
Aktiveringsbehandlingstiden och lösningskoncentrationen måste också kontrolleras exakt. Om tiden är för kort är ytaktiveringen inte tillräcklig och vidhäftningen kan inte förbättras effektivt; Om tiden är för lång kan det orsaka överdriven korrosion till aluminiumlegeringsytan. Lösningskoncentrationen måste också justeras enligt sammansättningen och yttillståndet för aluminiumlegeringen. Lämplig koncentration kan säkerställa aktiveringseffekten utan att skada underlaget.
-
Krompläteringsprocess: Nyckelavlagringslänken
Krompläteringsprocessen är kärnan i hela processen. Genom att fördjupa det behandlade ledstången i krompläteringslösningen reduceras och avsätts kromjonerna på ytan av ledstången under strömmen för att bilda ett krompläteringsskikt.
Krompläteringslösningen innehåller vanligtvis kromsyra som huvudkomponent och tillsatser såsom svavelsyra. Krominsyra joniserar kromjoner i lösningen. När ledstången är ansluten till kretsen som en katod, under verkan av det elektriska fältet, kommer kromjonerna i lösningen att röra sig till ytan av ledstången, erhålla elektroner på ytan och reduceras till metalliskt krom och därmed avsätta för att bilda ett krompläteringsskikt.
Tjockleken och enhetligheten hos krompläteringsskiktet påverkas av många faktorer såsom elektropläteringstid och strömtäthet. Elektropläteringstiden bestämmer direkt mängden kromjonavsättning. Ju längre tid, desto tjockare är krompläteringsskiktet. För lång elektropläteringstid kommer emellertid inte bara att öka produktionskostnaderna, utan kan också orsaka problem som grovhet och sprickor i krompläteringsskiktet. Strömdensiteten påverkar deponeringshastigheten och distributionens enhetlighet för kromjoner. En högre strömtäthet kan påskynda krompläteringshastigheten, men om den är för stor kommer den att bilda en alltför hög avsättningshastighet lokalt på ledstångsytan, vilket resulterar i ojämn tjocklek på krompläteringsskiktet och till och med brinnande, svärmande och andra fenomen. Därför är det nödvändigt att noggrant justera elektropläteringstiden och strömtätheten beroende på form, storlek och kvalitetskrav för ledstången och krompläteringsskiktet för att säkerställa att ett enhetligt, tätt och måttligt tjockt krompläteringsskikt bildas på ledstångsytan. Detta kan inte bara förbättra ledstångens slitmotstånd, vilket gör det mer skrapningsbeständigt i daglig användning, utan också ge ledstången ett ljust och vackert utseende, vilket förbättrar produktens totala kvalitet.
-
Steg efter behandlingen: Förbättra prestanda och skydd
Efter att krompläteringen är klar börjar postbehandlingsstadiet. Detta steg involverar huvudsakligen rengöring och torkning av de krompläterade ledstängerna, och några av dem kommer att förseglas för att ytterligare förbättra deras antikorrosionsprestanda.
Syftet med rengöring är att ta bort den återstående krompläteringslösningen på ytan på räcken. Om lösningen kvarstår kan kemikalierna i den korrodera krompläteringsskiktet och aluminiumlegeringssubstratet under efterföljande användning. Rengöring antar vanligtvis en flerstegsvattentvättmetod, skölj först med rinnande vatten för att ta bort det mesta av lösningen och skölj sedan med avjoniserat vatten för att säkerställa att det inte finns några återstående kemikalier på ytan.
Torkningsprocessen måste också drivas med försiktighet. Om torkningen inte är grundlig kan den återstående fukten bilda vattenfläckar på ytan av krompläteringsskiktet, som påverkar utseendet och kan också orsaka lokal korrosion. Generellt används torkning av lufttorkning eller vakuum för att snabbt avdunsta fukten på ytan av ledstången vid lämplig temperatur och tid.
Tätningsbehandling är ett viktigt sätt att ytterligare förbättra antikorrosionsprestanda. Genom att belägga en skyddsfilm på ytan av krompläteringsskiktet, såsom en organisk beläggning eller en oorganisk beläggning, kan den effektivt isolera luften och fukten från krompläteringsskiktet och förlänga livslängden. Organiska beläggningar kan appliceras genom sprutning eller dopp för att bilda en enhetlig film med god flexibilitet och väderbeständighet; Oorganiska beläggningar bildar vanligtvis en tät kemisk film på ytan av det krompläterade skiktet genom kemisk omvandlingsbehandling för att förbättra dess korrosionsbeständighet.
Kvalitetskontroll av produktionsprocessen
-
Råmaterialupphandling: Att lägga grunden för kvalitet
Råmaterialupphandling är startlänken för produktionen. Strikt screening av aluminiumlegeringsmaterial är det första steget för att säkerställa produktkvalitet. Vid köp måste den kemiska sammansättningen och mekaniska egenskaperna hos aluminiumlegeringar testas fullt ut. När det gäller kemisk sammansättning påverkar innehållsförhållandet för de viktigaste legeringselementen i aluminiumlegeringar direkt dess prestanda. Till exempel kan magnesium förbättra styrkan och korrosionsbeständigheten hos aluminiumlegeringar, kisel kan förbättra gjutegenskaperna och koppar kan förbättra hårdheten och styrkan. Att köpa personal måste använda professionell utrustning som spektrometrar för att exakt mäta olika element i aluminiumlegeringsmaterial för att säkerställa att deras sammansättning uppfyller de förinställda standarderna. Om innehållet i ett visst element är för högt eller för lågt, kommer det att ha en negativ inverkan på den efterföljande bearbetningsprestanda och användningsprestanda. Till exempel kan otillräckligt legeringselementinnehåll leda till att ledstången är otillräckligt starkt och inte kan motstå trycket vid normal användning.
Förutom kemisk sammansättning är mekanisk egenskapstest också nödvändig. Genom dragtestning kan nyckelindikatorer såsom draghållfasthet, avkastningsstyrka och förlängning av aluminiumlegeringsmaterial erhållas. Draghållfasthet återspeglar materialets förmåga att motstå dragfraktur, utbytesstyrka indikerar stressvärdet när materialet börjar producera uppenbar plastisk deformation och förlängning återspeglar materialets plasticitet. Först när dessa mekaniska prestandaindikatorer uppfyller de angivna kraven kan aluminiumlegeringsmaterialet ha tillräcklig styrka, seghet och plasticitet för att möta produktion och bearbetning av ledstänger och faktiska användningsbehov. Dessutom kan ytkvaliteten på råvarorna inte ignoreras. Det är nödvändigt att kontrollera om det finns defekter som sprickor, sandhål, inneslutningar etc. på ytan på materialet för att undvika ytfel som påverkar efterföljande bearbetning och färdig produktkvalitet.
-
Aluminiumlegeringsmältningslänk: Kontroll av kärnparametrar
Aluminiumlegeringsmältning är ett viktigt steg för att omvandla råvaror till lämpliga material, och det är avgörande att kontrollera smälttemperaturen och tiden. I det tidiga skedet av smältningen måste ugnen värmas upp till en lämplig temperatur för att gradvis smälta aluminiumlegeringens råvaror. När temperaturen är för låg kan aluminiumlegeringen inte smälts fullt ut och ett stort antal defekter såsom porer och slaggutneslutningar kommer att genereras inuti. Dessa porer försvagar ledstångens strukturella styrka och blir lätt källan till sprickutvidgning när de utsätts för yttre krafter; Slagsinneslutningar kommer att förstöra materialets kontinuitet och minska den totala prestandan i ledstången.
Om smälttemperaturen är för hög eller tiden är för lång, kommer de legeringselementen i aluminiumlegeringen att brännas. Till exempel oxideras magnesium lätt och flyktas vid höga temperaturer, vilket resulterar i en minskning av magnesiuminnehållet i legeringen och därmed försvagar styrkan och korrosionsbeständigheten hos aluminiumlegeringen. Samtidigt kommer långsiktiga högtemperatursmältning att göra aluminiumlegeringskornen grov, minska materialets seghet och göra det mer troligt att det går med räcken när den påverkas. För att exakt kontrollera smältprocessen används temperatursensorer såsom termoelement vanligtvis i produktion för att övervaka temperaturen i ugnen i realtid, och värmekraften justeras genom ett automatiserat styrsystem för att säkerställa att temperaturen är stabil i ett lämpligt intervall. För smälttiden kommer det att vara rimligt inställt enligt faktorer såsom typen av aluminiumlegering och mängden foder, och en dedikerad person kommer att ordnas till tid och övervaka för att undvika att påverka materialprestanda på grund av felaktig tidskontroll.
-
Gjutningsprocess: Garantiets storlek och utseende
Armstödgjutning är ett viktigt steg för att ge produktformen. Oavsett om det är gjutning, smide eller andra formningsprocesser, måste den dimensionella noggrannheten och ytkvaliteten på armstödet vara strikt garanterat. I gjutningsprocessen påverkar formens konstruktion och tillverkning direkt storleken på armstödet. Mögelens dimensionella avvikelse kommer att göra att det gjutna armstödet inte uppfyller designkraven och kan inte monteras normalt med andra delar av sätet. Därför, efter att formen har bearbetats, är det nödvändigt att använda detekteringsutrustning med hög precision såsom ett tre-koordinatmätinstrument för att mäta dess nyckeldimensioner för att säkerställa att felet styrs inom ett mycket litet intervall.
Under gjutningsprocessen kommer gjutningsparametrar såsom gjutningstryck, gjutningshastighet och mögeltemperatur också att påverka armstödets kvalitet. Om det formgjutande trycket är otillräckligt, kan aluminiumlegeringsvätskan inte fullt ut fylla mögelhålan, vilket kommer att orsaka problem som brist på material och ojämn yta på armstödet; Om den gjutningshastigheten är för snabb, kommer aluminiumlegeringsvätskan att generera turbulens i kaviteten och fånga luft för att bilda porerna. I smidningsprocessen är kontrollen av parametrar såsom smidningsförhållande, smidningstemperatur och antal förgrävningar avgörande. Det lämpliga smideförhållandet kan förfina aluminiumlegeringskornen och förbättra materialets mekaniska egenskaper; Men felaktig smidningstemperatur och antal gånger kan orsaka sprickor eller ojämn struktur inuti räcken. Efter att ledstången har bildats är det också nödvändigt att noggrant inspektera dess ytkvalitet genom visuell inspektion, beröringskontroll etc. för att undvika defekter som ytan ojämnhet och burrs.
-
Krompläteringslänk: Se till att beläggningen är kvalitet
Förutom att strikt efter krompläteringsprocessparametrarna är krompläteringslänken också avgörande för detekteringen av kvaliteten på krompläteringsskiktet. Under krompläteringsprocessen kan små avvikelser i parametrar såsom elektropläteringstid, strömtäthet och krompläteringslösningskomposition påverka kvaliteten på krompläteringsskiktet. För att säkerställa stabiliteten för parametrar kommer produktionslinjen att vara utrustad med speciell parameterövervakningsutrustning, såsom nuvarande sensorer, lösningskompositionsanalysatorer etc. för att övervaka och automatiskt justera relevanta parametrar i realtid.
För detektering av kvaliteten på krompläteringsskiktet används ofta saltspray -testet för att testa dess korrosionsbeständighet. Den krompläterade ledstången placeras i en saltspruttestkammare för att simulera den hårda miljön med hög luftfuktighet och hög saltspray. Anti-korrosionsprestanda för det krompläterade skiktet utvärderas genom att observera om rost eller skalning sker inom den angivna tiden. Hårdhetstestet används för att testa hårdheten hos det krompläterade skiktet. Vanliga testmetoder inkluderar Rockwell Hardness Test och Vickers hårdhetstest. Genom att applicera en viss belastning på ytan på det krompläterade skiktet och mäta storleken på intryck för att beräkna hårdhetsvärdet, säkerställs det att det krompläterade skiktet har tillräcklig hårdhet för att uppfylla bärmotståndskraven vid daglig användning. Dessutom testas också tjockleken på det krompläterade skiktet. Tjockleken på det krompläterade skiktet i olika delar av ledstången mäts med hjälp av utrustning såsom en röntgenfluorescensspektrometer för att undvika lokal övertikhet eller över-tiness.
-
Färdig produktmontering och testning: Slutlig kontroll
När den färdiga produkten är monterad måste ledstången testas för total prestanda, vilket är den sista kvalitetskontrollpunkten innan produkten lämnar fabriken. När det gäller lastbärande kapacitetstestning kommer motsvarande belastning att appliceras enligt designstandarden för ledstången för att observera om ledstången är deformerad eller trasig. Till exempel är det tryck som utövas av den mänskliga armen under normal användning och den oväntade slagkraften som kan uppstå för att säkerställa att armstödet kan upprätthålla strukturell stabilitet under olika arbetsförhållanden.
För multifunktionella armstöd med rörliga delar är flexibilitetstestet för de rörliga delarna viktigt. Genom att upprepade gånger justera höjden, vinkeln och andra rörliga delar av armstödet, kontrollera om dess drift är smidig och om det finns problem som fastnat och onormalt brus. Samtidigt testas också anslutningsdelarna på de rörliga delarna för styrka för att förhindra säkerhetsrisker som att lossa och falla av under ofta användning. Dessutom kommer utseendet på armstödet äntligen att inspekteras, inklusive om det finns repor och färgskillnader på krompläteringsskiktet, oavsett om ytan på armstödet är smidigt och platt, etc. Endast produkter som uppfyller kraven kan äntligen skickas och levereras till användaren.
Genom strikt kvalitetskontroll av varje nyckellänk i produktionsprocessen av krompläterad aluminiumlegering multifunktionell stol armstöd , från det noggranna urvalet av råvaror till en omfattande inspektion av färdiga produkter, varje steg förkroppsligar strävan efter kvalitet och säkerställer att slutprodukten kan uppfylla höga standarder i prestanda, kvalitet och utseende och tillgodose marknadens och användarnas behov.
Brett utbud av applikationsscenarier
Förutom kontorsstolar har krompläterad aluminiumlegering multifunktionella stolarmstöd också ett brett utbud av applikationer. Inom området för kollektivtrafik, såsom flygplatser och höghastighets järnvägssäten, uppfyller dess lätta och högstyrka egenskaper kraven på transport för lätta och säkerhetssäten. Samtidigt tillåter krompläteringen att den förblir vacker även under ofta användning. På medicinska platser, såsom sjukhus väntestolar och rehabiliteringsutbildningsstolar, är korrosionsmotståndet för krompläterade aluminiumlegeringsarmstöd lätt att rengöra och desinficera, vilket effektivt kan förhindra tillväxt av bakterier, och dess multifunktionella egenskaper kan tillgodose användningsbehovet hos olika patienter. På fritidsplatser, som teaterplatser och auditoriumstolar, förbättrar dess vackra utseende och bekväma användningsupplevelse kvaliteten på den totala miljön.
Manifestation och förverkligande av multifunktionella egenskaper
De multifunktionella egenskaperna hos den krompläterade aluminiumlegeringen multifunktionella stolarmstöd återspeglas huvudsakligen i justerbarhet, komfort och praktik. När det gäller justerbarhet, genom speciell strukturell design, såsom användning av glidskenor, gångjärn och andra komponenter, kan höjden och vinkeln på armstöden justeras för att anpassa sig till användare av olika höjder och användningsvanor. När det gäller komfort är ytformen på armstödet ergonomiskt utformat för att passa armens kurva och minska trycket på armen orsakad av långvarig användning. Praktiska återspeglas i vissa ytterligare funktioner. Till exempel har vissa armstöd lagringsutrymme för små föremål; Vissa armstöd har integrerade laddningsportar för att möta laddningsbehovet hos användarnas elektroniska enheter. Dessa funktioner uppnås genom rimlig strukturell design och komponentkombination, vilket inte bara säkerställer styrkan och stabiliteten i armstödet, utan ger det också mer användningsvärde.
Miljöskydd och återvinningsfördelar
Jämfört med stolarmstöd gjorda av andra material har krompläterad aluminiumlegering multifunktionella stolarmstöd uppenbara fördelar med miljöskydd och återvinningsbarhet. Själva aluminiumlegeringen är ett återvinningsbart metallmaterial. Efter att armstödets livslängd är slut kan det återvinnas och omröstas för att göra nya aluminiumlegeringsprodukter, vilket minskar resursavfallet. Krompläteringsprocessen förbättras också ständigt när det gäller miljöskydd. Den nya krompläteringsprocessen använder mer miljövänlig elektropläteringsvätska och behandlingsmetoder för att minska risken för föroreningar av tungmetall. Dessutom har det krompläterade aluminiumlegeringsarmstödet en lång livslängd, vilket minskar frekvensen av produktbyte och indirekt minskar energiförbrukningen och miljöföroreningar i produktionsprocessen.
Påverkan av smältfaktorer på prestanda
Under produktionsprocessen har smältningstemperaturen och tiden för aluminiumlegering en betydande inverkan på armstödets styrka och seghet. Den lämpliga smältningstemperaturen kan helt smälta aluminiumlegeringen och säkerställa en enhetlig fördelning av legeringselement och därmed förbättra styrkan och segheten hos armstödet. Om temperaturen är för hög kommer lågsmältpunktslegeringselementen i aluminiumlegeringen att flyktas i stora mängder, vilket resulterar i förändringar i legeringssammansättningen och minskar armstödets mekaniska egenskaper; Om temperaturen är för låg kan aluminiumlegeringen inte smälts helt, och det finns odelade metallpartiklar inuti, vilket kommer att bilda spänningskoncentrationspunkter, minska segheten hos armstödet och göra det enkelt att bryta under användning. Smälttid är också viktigt. Om tiden är för kort kan legeringselementen inte vara helt upplöst och diffus, vilket påverkar armstödets prestanda; Om tiden är för lång kommer det att öka energiförbrukningen och kan också få aluminiumlegeringen att absorbera luft, producera defekter såsom porer och minska styrkan och segheten hos armstödet.
Överväganden av utseende design
Utseendet på den krompläterade aluminiumlegeringen multifunktionell stol armstöd har en unik idé när det gäller att balansera estetik och praktiska. När det gäller färg ger själva krompläteringen armstödet ett glänsande, metalliskt utseende, och den vanligaste färgen är ljust silver. Denna färg är inte bara fashionabla och vacker, utan förbättrar också stolens övergripande betyg. När det gäller stylingdesign kommer den att utformas i kombination med ergonomi och användningsscenarier. Till exempel på kontorsstolar är armstöden enkla och smidiga, vilket är bekvämt för användare att placera och flytta sina armar naturligt; På fritidsstolar kan mer rundade och böjda former användas för att öka komforten och den visuella skönheten. Samtidigt kommer kantbehandlingen av armstöden också att uppmärksamma detaljer för att undvika skarpa hörn och förhindra repor på användare.
Fördelar med användarhälsa
Att använda krompläterad aluminiumlegering multifunktionell stol armstöd kan ge användarna många hälsofördelar. Dess ergonomiska design kan ge bra stöd för vapen och axlar. I kontorsscener, för användare som använder datorer under lång tid, kan armstöd med lämplig höjd och vinkel minska trycket på armar och axlar, undvika muskeltrötthet och ömhet orsakade av hängande armar eller felaktiga ställningar och minska risken för sjukdomar som periartrit i axeln och cervikal spondylos. För personer med begränsad rörlighet eller äldre kan ett robust och måttligt högt armstöd hjälpa dem att stå upp och sitta ner, ge säkerhetsskydd och minska möjligheten att falla och bli skadad.
Underhållspoäng
Med ökningen av livslängden måste underhållet av den krompläterade aluminiumlegeringen multifunktionella stolarmstöd vara uppmärksam på några viktiga punkter. Vid daglig användning ska du undvika att repor på armstödet med skarpa föremål för att förhindra skador på krompläteringen. När du rengör, använd en mjuk fuktig trasa för att torka. Om det finns envisa fläckar, använd ett neutralt tvättmedel och undvik att använda sura eller alkaliska tvättmedel för att undvika korrosion av krompläteringen och aluminiumlegeringssubstratet. För Justerbara armstöddelar , Kontrollera regelbundet om deras anslutningsdelar är lösa, dra åt dem i tid och säkerställa normal användning av armstödet. Om krompläteringsskiktet visar sig vara delvis fristående, bör det repareras i tid för att förhindra oxidationskorrosion av aluminiumlegeringssubstratet efter exponering, vilket kommer att påverka prestandan och utseendet på armstödet.








 Kontorsmöbler Krompläterade multifunktionella fåtöljdelar-5D")
 Kontorsmöbler Hårdvara Krompläterad justerbar armstöddelar-5D")
 Kontorsstolmöblerstol Chrome 5D Multifunktionella armstödstoldelar")

 Kontakta oss gärna
Kontakta oss gärna
- Produkt snabba länkar
- Kontorsstol armstöd
- Hårdvarustålplatta
- Polyuretan PU -yta
- Hjul
- Kontaktinformation
- Tangpu Industrial Park, Anji County, Huzhou City, Zhejiang -provinsen, Kina
- [email protected]
- +86-13567973388

